| Search for content and authors |
Low Temperature Amorphous Silicon Carbide Thin Film Formation Process on Aluminum Surface Using Monomethylsilane Gas and Trichlorosilane Gas |
| Hitoshi Habuka , Masaki Tsuji , Azumi Hirooka |
|
Yokohama National University (YNU), 79-5 Tokiwadai Hodogaya, Yokohama 240-8501, Japan |
| Abstract |
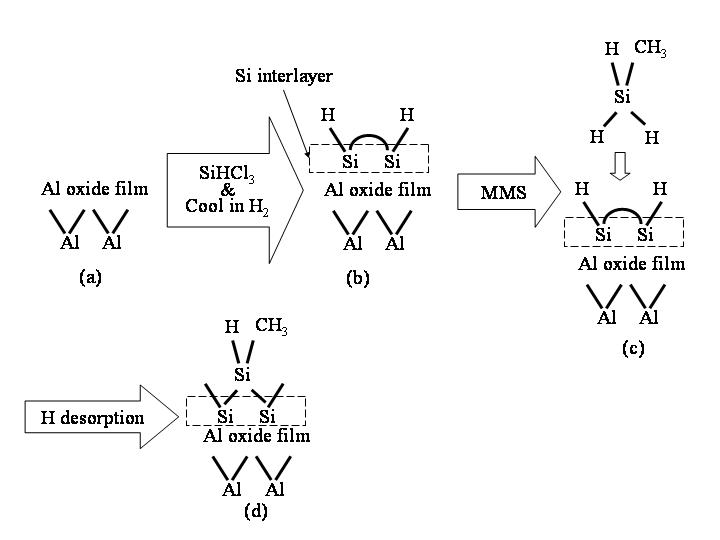
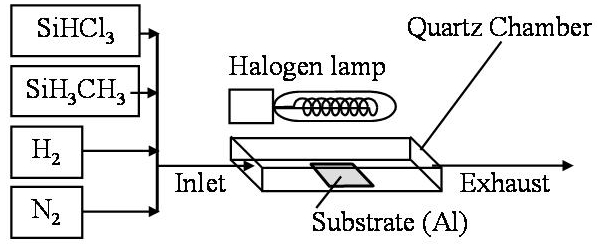
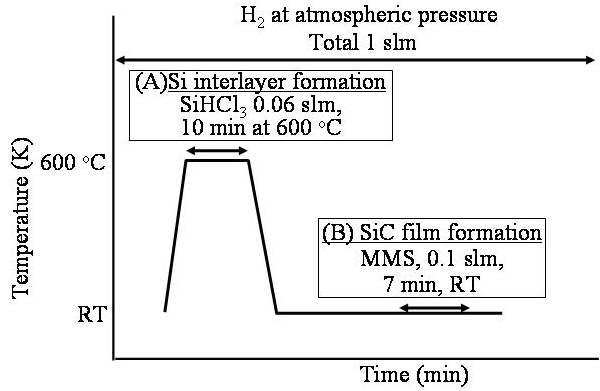
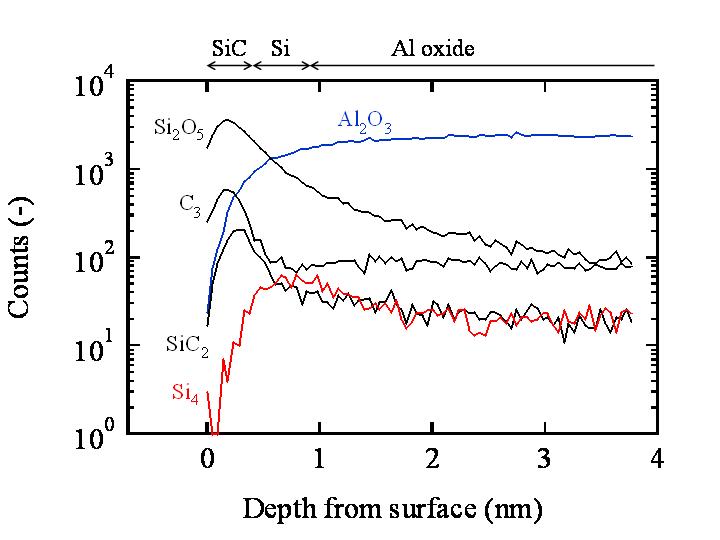
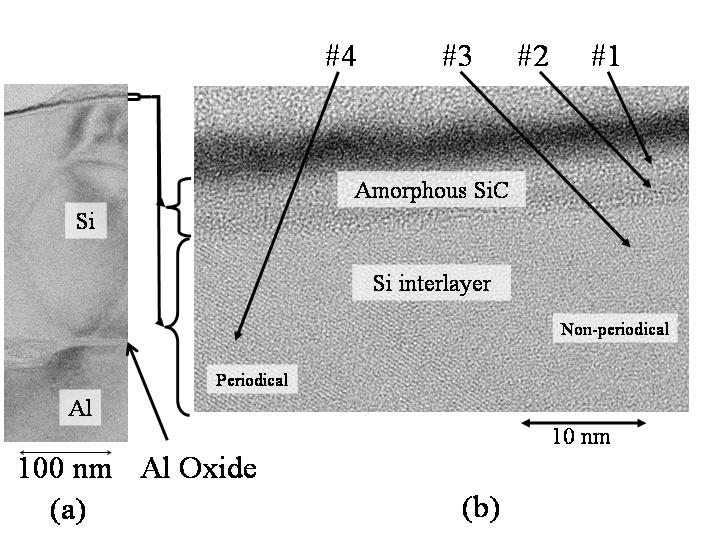
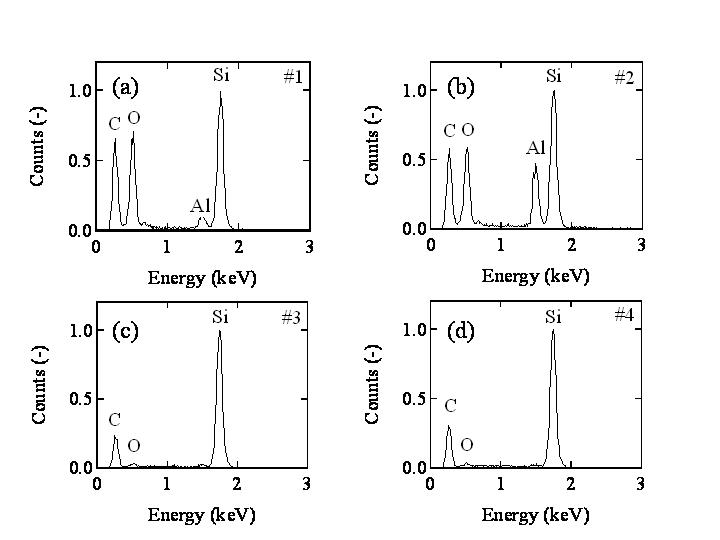
The low-temperature chemical vapor deposition process of depositing silicon carbide on an aluminum surface was developed. In order to prepare the reactive substrate surface, a silicon interlayer containing silicon dimers at its surface was formed using trichlorosilane gas at 600 oC. After the reactive surface preparation, the silicon carbide thin film was formed at room temperature using monomethylsilane gas. The silicon carbide film was amorphous and about 5-nm thick. Silicon, carbon and silicon-carbon bond in the obtained film were detected by time of flight secondary ion mass spectrometry and energy dispersive X-ray spectrometry. Thus, the silicon carbide film formation is possible on an aluminum surface. 1. Introduction Silicon carbide (SiC) is a suitable surface coating material, because the silicon carbide film is robust even in a harsh environment and at high temperatures. The typical application is the coating of the carbon susceptor used in a chemical vapor deposition (CVD) reactor [1]. However, one of the problems of the silicon carbide material is the very high temperature necessary for its film deposition [2-4]. Because the temperatures for depositing the silicon carbide film is often higher than the melting point of various useful metals, such as aluminum, the silicon carbide coating has been limited to only a few materials, such as carbon and silicon [4]. For achieving deposition on other metals, the low temperature amorphous silicon carbide film formation technology using monomethylsilane (MMS) gas [5-10] is expected to be applicable and hopeful. This technology consists of two steps, that is, (A) the reactive surface preparation, and (B) the silicon carbide film formation from monomethylsilane gas at room temperature. In order to apply this technology to various metal surfaces, the key issue is the development of a reactive surface preparation process at low temperatures. In our previous studies [5-7, 10], the reactive surface has been prepared using the following three processes: (I) The hydrogen annealing of a silicon surface at high temperatures, such as 1100 oC, and cooling to room temperature in ambient hydrogen [5, 6] in order to prepare the hydrogen-terminated silicon surface containing silicon dimers. (II) The silicon thin film (silicon interlayer) formation at moderate temperatures, such as several hundred degrees, followed by cooling to room temperature in ambient hydrogen [7, SCT] in order to produce the surface condition the same as (I). (III) The dangling bond formation on the substrate material surface by surface cleaning using an argon plasma at room temperature [8]. In our previous study [10], Process (II) was shown to be possible on an aluminum surface. However, the characteristics of the silicon carbide film and the silicon interlayer should be studied further. In this study, the low-temperature process of amorphous silicon carbide film deposition on an aluminum substrate was performed. The quality of the silicon carbide film and the silicon interlayer was evaluated using Time-of-Flight Secondary Ion Mass Spectrometry (ToF-SIMS), Transmission Electron Microscope (TEM), and Energy Dispersive X-ray spectrometry (EDX). 2. Experimental The film formation process used in this study is shown in Fig. 1. The silicon thin film is formed at 600 oC on the aluminum surface using trichlorosilane gas, as shown in Fig. 1 (b). The substrate is then cooled to room temperature in ambient hydrogen. Because the silicon interlayer surface has silicon dimers as shown in Figs. 1 (b) and (c), the amorphous silicon carbide film can be produced using the monomethylsilane gas, as shown in Figs. 1 (c) and (d). The substrates used in this study were aluminum plates, which are low cost materials prepared for various handicrafts. The dimensions of the samples were 10-mm wide and 10-mm long, cut from a large 0.1 – 0.3-mm-thick plate. Due to their sufficiently long exposure to air, the surfaces of these plates were covered with a native oxide film. The sample surface was simply cleaned by ethanol without any additional wet cleaning. Thus, the native oxide film was not removed. In order to obtain the silicon interlayer by the CVD method, the horizontal reactor shown in Fig. 2 was used, similar to those in our previous studies [5-7, 10]. This reactor consisted of a gas supply system, a quartz chamber and infrared lamps. The height and the width of the quartz chamber were 10 mm and 40 mm, respectively. The gas supply system can introduce gases of hydrogen, nitrogen, trichlorosilane and monomethylsilane. Hydrogen gas is the carrier gas in the reactor used at 1 x 105 Pa and typically at the flow rate of 1 slm. The trichlorosilane and monomethylsilane gases diluted by hydrogen gas were used for the deposition of the silicon and silicon carbide, respectively. Fig. 3 shows the steps for producing the silicon interlayer and the silicon carbide film. During Step (A), the silicon thin film was produced using trichlorosilane gas at 0.06 slm for 10 min at 600 oC. This film was cooled to room temperature in ambient hydrogen. In Step (B), the silicon carbide film was formed at room temperature using monomethylsilane gas at 0.1 slm for 7 min. In order to obtain information about the chemical bonds in the very thin silicon carbide film formed on the silicon surface, a Time-of-Flight Secondary Ion Mass Spectrometer (ToF-SIMS) (TOF-SIMS300, ION-TOF GmbH, Münster, Germany) was used. The crystalline quality was evaluated using a Transmission Electron Microscope (TEM) (H-9000NAR, Hitachi High Technologies, Tokyo). Simultaneously, a energy dispersive X-ray spectrometer (EDX) (HD2700., Hitachi High Technologies, Tokyo) was used for evaluating the composition of the silicon, carbon and aluminum. The ToF-SIMS, TEM and EDX were ex situ performed at the Foundation of Promotion of Material Science and Technology of Japan (Tokyo). 3. Results and Discussion The silicon carbide film deposition at room temperature was performed after the silicon interlayer formation at 600 oC followed by the cooling in ambient hydrogen in order to produce the silicon surface having silicon dimers as the reactive surface. This process was performed using the reactor shown in Fig. 2 and the process shown in Fig. 3. Fig. 4 shows the depth profiles of Al2O3, SiC2, C3, Si4 and Si2O5 in the film obtained following the process shown in Fig. 3 on the aluminum substrate. These profiles were obtained by ToF-SIMS. The species deeper than 1 nm was attributed to aluminum oxide. Si4 has a peak at the depth of 0.8 nm from the surface, because the silicon thin film was in the range of 0.4 – 1 nm depth. Based on the ToF-SIMS profile, the silicon carbide film corresponds to the peak of SiC2 at the depth of 0.3 nm. Additionally, the C3 peak at about 0.2 nm from the surface was found; this position was the same as that of the silicon oxide, Si2O5. Although the C3 peak might be mainly assigned to silicon carbide, the C3 and Si2O5 peaks could be the by-product of the monomethylsilane oxidation. A part of the chemisorbed monomethylsilane still remaining in the intermediate form, as shown in Fig, 1 (d), was oxidized to form silicon oxide and a carbon layer at the surface. In order to evaluate the film quality including the interface, a TEM image was taken and shown in Fig. 5. The silicon interlayer was intentionally formed thick by means of a longer deposition in order to clearly observe the stacked layers and their interface. Fig. 5 (a) shows the overall view of the obtained film. At the bottom of Fig. 5 (a), there was the aluminum substrate. The thin and low contrast layer on the aluminum substrate was aluminum oxide. The thick silicon interlayer existed on the aluminum oxide layer. The silicon carbide film existed on the silicon interlayer. Because the original surface of the aluminum substrate was not flat, each interface consistently had hills and valleys. This TEM image additionally showed that that the interfaces between the aluminum oxide/silicon interlayer and silicon interlayer/silicon carbide were abrupt without any void. Fig. 5 (b) shows the high resolution image of the silicon carbide and the silicon interlayer. In this figure, each spot indicates atoms. The upper half of this figure shows the non-periodic arrangement of the silicon and carbon atoms. This shows that the obtained silicon carbide film was amorphous, similar to our previous study [8]. Fig. 5 (b) includes the information in the wider region than that in our previous study [10] in order to evaluate the quality of the silicon interlayer, such as the existence of grains. There were periodic spots in the lower left half of Fig. 5 (b), but non-periodic spots in the lower right half of this figure. This shows the co-existence of silicon grains having various orientations formed on the aluminum oxide surface. Because this figure also shows that there was no void along the grain boundary, the silicon thin film formation on the aluminum oxide surface is possible without a fatal defect. The existence of silicon and carbon was evaluated using the EDX at four points in Fig. 5 (b). Points #1 and #2 are in the upper half and lower half region, respectively, of the amorphous silicon carbide film. Point #3 is the silicon interlayer showing a non-periodic image; Point #4 is the silicon interlayer showing a non-periodic image. Figs. 6 (a) and (b) show the existence of silicon and carbon at Points #1 and #2, respectively. This indicates that the film is silicon carbide. A considerable amount of oxygen indicates the oxidation of the intermediate species remaining after the deposition. This result is consistent with the existence of Si2O5 in Fig. 4. In the silicon interlayer, the major element was silicon, as shown in Figs. 6 (c) and (d). A small amount of carbon in these figures is considered to be carbon contamination that occurred during the operation of the TEM and EDX sample preparation. Because the profiles of Figs. 6 (c) and (d) coincided with each other, the different appearance of the high resolution TEM image in the lower half of Fig 5 was due to the crystal grain orientation. As shown in Figs. 6 (a) and (b), a small amount of aluminum was present in the amorphous silicon carbide film. Because aluminum was not present in the silicon interlayer as shown in Figs. 6 (c) and (d), aluminum was not incorporated during the silicon interlayer formation process at 600 oC. Taking into account that aluminum chloride is a volatile material [11], and also that the aluminum amount was higher in the lower region of the amorphous silicon carbide film, the aluminum chloride formed and vaporized at the aluminum substrate surface might be adsorbed at the silicon interlayer surface during the cooling process between Steps (A) and (B) in Fig. 3. Following such a process, aluminum might be incorporated in the amorphous silicon carbide film. The aluminum incorporation is considered to correspond to the dark contrast region at the lower position of the amorphous silicon carbide film in Fig. 5 (b). The low temperature process employing the silicon interlayer as the reactive surface was successful in producing a silicon carbide film on the aluminum surfaces. Because the highest temperature in this process was 600 oC, the silicon carbide coating process shown in Figs. 1 and 3 is expected to be possible as a low temperature process for silicon carbide coating on aluminum. 4. Conclusions The thin film formation process of amorphous silicon carbide on an aluminum surface was developed in order to extend the low temperature silicon carbide film formation on various low-melting point materials. In order to produce a surface which was reactive to monomethylsilane gas, the silicon interlayer on the aluminum surface was formed by means of a thin silicon film deposition using trichlorosilane gas at 600 oC. After cooling to room temperature in ambient hydrogen, the amorphous silicon carbide thin film was formed at room temperature and at atmospheric pressure using monomethylsilane gas. The various evaluation methods showed that the film obtained on the polysilicon interlayer was amorphous and consisted of silicon carbide. A low-temperature amorphous silicon carbide film formation process on an aluminum surface is possible. [1] A. M. Rinaldi and D. Crippa, Silicon Epitaxy (Editor: D. Crippa, D. L. Rode and M. Masi), Chapter 1, P. 1 (2001) Academic Press (San Diego, USA). [2] T. Kimoto and H. Matsunami, J. Appl. Phys., 75 (1994) 850-859. [3] R. L. Myers, Y. Shishkin, O. Kordina and S. E. Saddow, J. Cryst. Growth, 285 (2005) 486-490. [4] S. Kotamraju, B. Krishnan, G. Melnychuk, and Y. Koshka, J. Cryst. Growth, 312 (2010) 645–650. [5] H. Habuka H. Ohmori and Y. Anndo, Surf. Coat. Tech., 204 (2010) 1432-1437. [6] H. Habuka, and Y. Ando, J. Electrochem. Soc., 158 (2011) H352-H357. [7] H. Habuka and Y. Ando, J. Nanosci. Nanotech., 11 (2011) 8374-8377. [8] H. Habuka, Y. Ando and M. Tsuji, Surf. Coat. Technol., 206 (2011) 1503–1506. [9] S. Klein, R. Carius, F. Finger, L. Houben, Thin Solid Films 501 (2006) 169-172. [10] H. Habuka and M. Tsuji, Surf. Coat. Technol., 217 (2013) 88-93. [11] D. R. Lide, CRC Handbook of Chemistry and Physics, 78th edition, CRC Press Boca Raton, New York(1997-1998). Figure 1 Silicon carbide film deposition process using silicon interlayer (Process (II)). Figure 2 Horizontal cold-wall chemical vapor deposition reactor used for film deposition of silicon and silicon carbide. Figure 3 Steps for formation of silicon (silicon interlayer) and amorphous silicon carbide film. Step (A): silicon film formation for 10 min at 600 oC using trichlorosilane gas at 0.06 slm. Step (B): Amorphous silicon carbide film formation at room temperature using monomethylsilane gas at 0.1 slm for 7 min. Figure 4 Depth profiles of Al2O3, SiC2, C3, Si4 and Si2O5 in the film obtained on aluminum substrates measured by ToF-SIMS. Amorphous silicon carbide film deposition was performed after the silicon interlayer formation at 600 oC and cooling in ambient hydrogen. Figure 5 TEM image of the film obtained on aluminum substrates using 6% trichlorosilane gas at 600 oC and 10 % monomethylsilane gas at room temperature. (a): Overall view of the obtained film consisting of an aluminum substrate, aluminum native oxide, silicon interlayer and silicon carbide film. (b): High resolution image of silicon carbide film and silicon interlayer. EDX was performed at the four points of #1-4.
Figure 6 Silicon, carbon, oxygen and aluminum in the silicon carbide film and the silicon interlayer measured by EDX. (a), (b), (c) and (d) are the normalized counts at #1, #2, #3 and #4, respectively, in Fig. 5. |
| Legal notice |
|
| Related papers |
Presentation: Oral at 17th International Conference on Crystal Growth and Epitaxy - ICCGE-17, General Session 10, by Hitoshi HabukaSee On-line Journal of 17th International Conference on Crystal Growth and Epitaxy - ICCGE-17 Submitted: 2013-03-02 03:12 Revised: 2013-03-02 05:35 |