| Search for content and authors |
The influence of melt flow on grain growth during ultrafast quenching from the melt |
| Olga Gusakova 1,2, Vasiliy Shepelevich 2 |
|
1. International Sakharov Environmental University (ISEU), 23 Dolgobrodskaya Street, Minsk 220070, Belarus |
| Abstract |
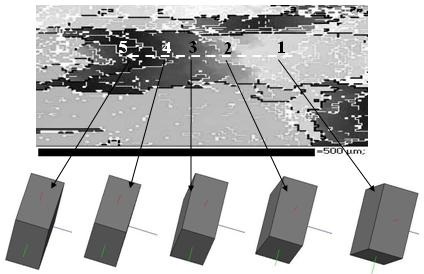
The classical methods to improve materials mechanical properties have already been well studied. Currently intense research work of the materials production in non-equilibrium solidification conditions is conducted. Strongly nonequilibrium crystallization conditions are implemented in such techniques as: melt spinning technique, ultrafast quenching from the melt; laser, ion-plasma, compression-plasma surface treatment. These techniques allow the purposeful influence on the functional material properties. In these processes, the cooling rate of the melt reached 104 ... 107 K/s. Solidification begins at deep undercooling and proceeds with a high liquid – solid interface velocity in the range 1 - 10 m /s [1]. In this case, the melt at the interface is not fixed and moves directly. Thus, at ultra-fast quenching melt velocity is comparable to the linear crystallizer velocity and is a few meters per second [2]. It is known that the viscosity of the melt decrease when its temperature increases, rising by fifteen orders from the melting point to the glass transition temperature. The directional movement of the viscous supercooled melt cause the shear stress on the surface of the solidified layer, lead to the material deformation and the microstrain arise in the grain volume i.e. strain hardening. In the present study were investigated grain structure of foils of tin and and its alloys, obtained by ultrafast quenching from the melt. Foils were prepared by splashing of melt drops of mass 0.2-0.3 g on a polished inner surface of a rotating hollow copper cylinder (mold). Studies of the grain structure and texture of the foils were performed by the electron backscatter diffraction technique (EBSD), which was implemented using the phase analysis attachment «HKL CHANNEL 5» to the scanning electron microscope LEO 1455 VP. It was obtained that grains size and shape varies along the foil length. equiaxial relatively small grains formed in the first part of the foil. In the central part of the foil the grains of two types are formed: large grains elongated in the direction of foil spreading and fine equiaxed grains localized on the border of the large ones. The Fig. 1 shows the grain structure of the central part of the foil.
Fig. 1. The orientation changes in the B type grain High-angle grain boundaries (the angle between the grains orientation of more than 10 degrees) outlined by black lines. Elongated grains are two types of coloration: uniform (grain type A) and non-uniform (grain type B). Uniform coloration of B type grains means that the crystal orientation is changed within the same grain. It was found that the A type grains grow in the case where the (100) plain parallel to the surface of the foil, and the axis C4 parallel to the direction of foil spreading.The subgrain structure of large elongated grains depends on the nucleation center crystallographic orientation. If the nucleation center oriented so that the (100) plane parallel to the foil surface or rejected by a small angle and the C4 axis deviated from to the spreading direction by any angle, the lattice orientation monotonically changes during the growth process. A sequence of low-angle boundaries (outlined by white lines) is revealed in the grains of type B by the EBSD technique. The lattice orientation change at the points 1, 2, 3, 4 and 5 of the B type grain showed at the Fig. 1. It was found that the crystal orientation changes in a way that it is "turn" around the C4 axis. The C4 axis deviates from the initial position so long until (110) plane becomes parallel to the foil surface. It can be assumed that the reason for the change of the B type grains crystallographic orientation is the deformation of solidified material by the viscosity force of undercooled melt which moves above the crystallization front in the direction of the foil spreading. The easy slip systems of tin are (110) [111] and (110) [001] [3]. Therefore, if a grain is positioned so that the projection of the shear stress on the plane (110) has a component along the [111] and [001] directions, the crystal rotates until the sliding direction is parallel the foil spreading direction. Shear deformation is so long until the shear stress is not zero, that is, until the (110) plane is parallel to the melt flow direction. References
|
| Legal notice |
|
Presentation: Poster at 17th International Conference on Crystal Growth and Epitaxy - ICCGE-17, Topical Session 8, by Olga GusakovaSee On-line Journal of 17th International Conference on Crystal Growth and Epitaxy - ICCGE-17 Submitted: 2013-04-15 15:43 Revised: 2013-07-20 20:53 |